E3TA系列车床控制系统
数控系统详细描述
● 5路脉冲轴控通道,2路-10V~10V电压输出,支持轴扩展;
● 最大支持3个进给轴,2个主轴;
● 可选配MECHATROLINK-III、EtherCAT总线;
● 0.1um 控制精度,最高移动速度60m/min;
● 支持直线型和S型加减速方式;
● 先进的多段光滑转接算法,运行平稳效率高;
● 支持车铣复合加工;
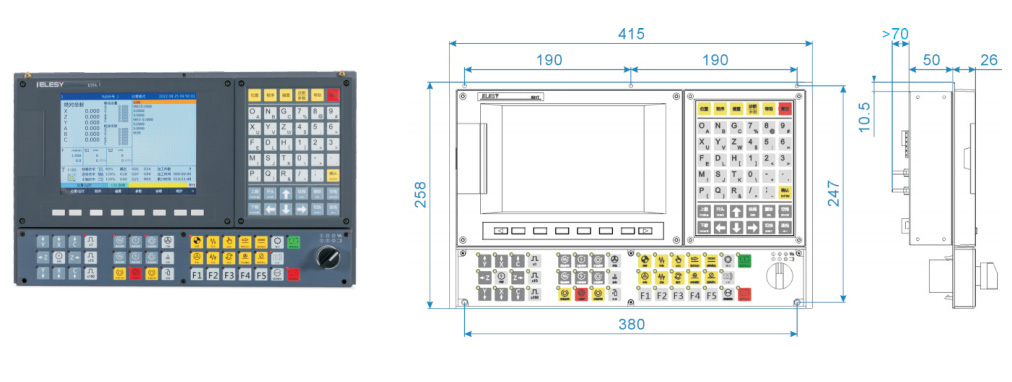
● 支持攻牙前馈补偿;
● 总线型号支持伺服参数在线配置、无挡块机械回零;
● 512MB超大存储空间,支持USB与网络数据传输;
● 内建开放式PLC,支持实时状态监控,在线编辑;
● 支持锁机、续期功能;
● 支持用户二次开发(专机定制)。

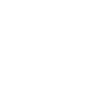
分离型E3TA系统(E3TA-PS + EOP-4020TA)

一体型E3TA系统(E3TA-PI)

紧凑型E3TA系统(E3TA-PC)

系统根据允许的误差参数,使用光滑轨迹对线段衔接位置进行拟合,提高拐角速度的同时,降低线段衔接点的速度跳变,提高加工效率并抑制衔接痕的产生。
系统根据伺服增益计算出指令补偿量并进行补偿,从而缓解伺服滞后引起的攻牙乱牙问题,提高了攻牙速度及牙距精度。
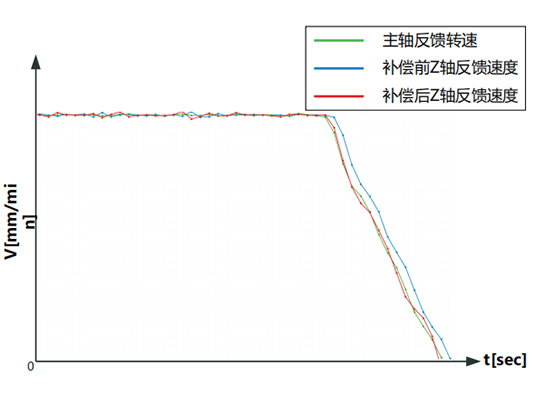
系统支持三个进给轴,两个主轴。适配伺服主轴时可实现主轴定向、分度、刚性攻牙、极坐标插补,X、Y、Z、C轴插补等功能,满足车铣复合加工要求。

高速高精控制算法与自适应前瞻速度规划,自动计算所需前瞻程序段数量,适应曲率变化对应速度,在需要的地方限速,同时保证整体效率更高。

通过直角坐标系编辑指令,实现直线轴与旋转轴插补的轮廓控制。实现如︰凸轮加工、工件外径铣削加工、不规则工件铣削等

用角度指令的旋转轴移动量在内部转换为外表面的直线轴距离,便于与其它轴进行直线或圆弧插补。可极大简化圆柱表面加工编程。
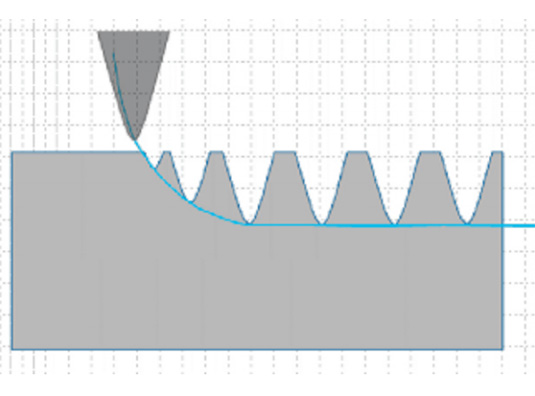
系统根据允许的误差参数,使用光滑轨迹对线段衔接位置进行拟合,提高拐角速度的同时,降低线段衔接点的速度跳变,提高加工效率并抑制衔接痕的产生。
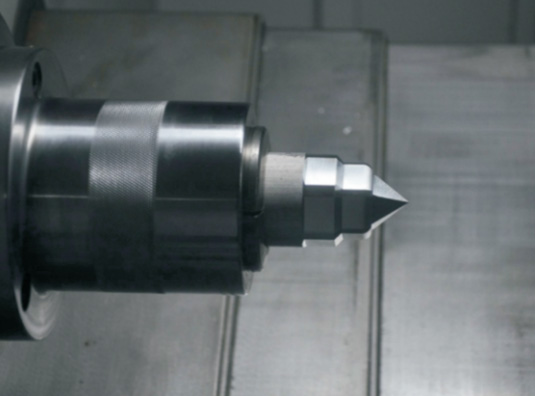
对于精度要求不高的场合,可使用多边形加工功能︰通过工件轴和刀具轴的转速比改变和主控轴同步前的角度偏移,可快速加工程序所指定的各种多边形。
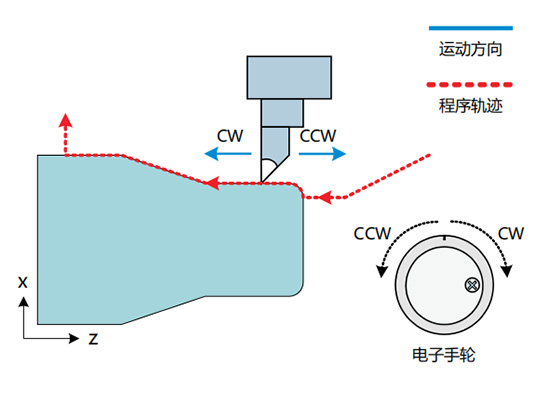
自动方式下选择手轮模拟,顺时针旋转手轮,程序顺序执行﹔逆时针旋转手轮,程序倒序执行。便于用户加工调试与加工工艺改进,提供安全生产保障。

页面显示布局清晰,内容全面。无需切换页面即可了解机床运行状态。

开放式PLC梯图实时状态显示,支持快速查找。提供易于使用的PLC编辑软件,所有IO点均可编辑,实现扩展功能迅速便捷。
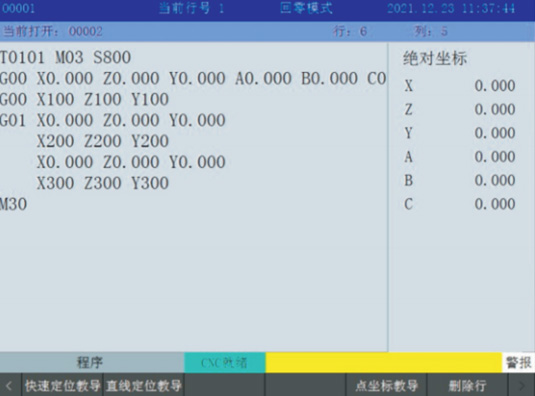
通过对应的菜单,直接在程序中插入快速定位,直线定位,点坐标等,省去每次输入坐标的烦恼。并根据实际工作坐标位置,准确插入轨迹。
| 型号 | E3TA |
| 控制轴 |
控制轴数︰5轴(X、Y、Z、4th、SP);联动轴数︰4轴; 最小指令单位:0.0001mm;位置指令范围:-9999.999~9999.999mm |
| 电子齿轮:指令倍乘系数;1~9999;指令分频系数:1~9999 | |
| 接口信号:脉冲+方向输出,适配数字式交流伺服单元 | |
| 总线功能 |
MECHATROLINK-III、EtherCAT总线 |
| 进给轴功能 | 快移速度:最高60m/min;快移倍率:0100%十级实时调节 |
| 进给速度:进给倍率:0~150%十六级实时调节 | |
| 手轮进给:×1、×10、×100三档; | |
|
插补方式∶直线插补、圆弧插补、螺纹插补、椭圆插补、抛物线插补、极坐标插补、圆柱插补等 |
|
| 自动倒角功能 | |
| 螺纹功能 | 可加工单头/多头公英制直螺纹、锥螺纹、端面螺纹 |
| 螺纹退尾长度、角度可设定,极速退尾处理 | |
| 螺纹螺距:0.01~500mm或0.06~2540牙/英寸 | |
| 加减速功能 |
加减速∶直线型加减速、S型加减速、最高速度、加加速度和加减速时间由参数设定 |
| 主轴功能 | 2路-10V~10V模拟电,压输出,支持四档主轴机械档位 |
| 具备主轴的位置控制、速度控制以及脉冲型旋转主轴控制 | |
| 主轴编码器:编码器线数可设定100~999999p/r | |
| 编码器与主轴的传动比: 1~255 | |
| 主轴转速范围:O9999RPM;主轴倍率:50%120%共8级实时修调 | |
| 具备主轴恒线速控制 | |
| 柔性攻丝、刚性攻丝 | |
| 刀具功能 | 刀具补偿功能︰刀具偏置补偿;刀尖半径补偿(C型);刀具磨损补偿;刀具寿命管理 |
| 对刀方式:定点对刀、试切对刀、回参考点对刀 | |
| 刀偏执行方式:修改坐标方式、刀具移动方式 | |
| 精度补偿 | X轴/Z轴反向间隙补偿:-9999.999 ~ 9999.999mm ;单向、双向螺距误差补偿 |
| PLC功能 | 两级PLC程序;基本指令平均处理时间<1.5us |
| 程序容量:4700步;第1级程序周期4ms | |
| 可在线观察PLC运行状态;支持PLC警告和PLC报警 | |
| 指令数:45个(其中基本指令10个,功能指令35个) | |
| 人机界面 | 8.4寸数字式真彩宽屏LCD,分辨率800×600 |
| 显示模式:中文字符、图形 | |
| 二维刀具轨迹显示(图形模拟页面) | |
| 实时时钟 | |
| 操作管理 | 操作面板:组合式面板 |
|
系统工作方式︰ 自动、MDI、回零、手轮、手动、点动、手轮、单段运行、选择停止、选择跳段、手轮模拟 |
|
| 多级操作权限:具备操作员、调机员、机床厂等多级权限 | |
| 报警日志 | |
| 程序编辑 | 程序容量:512M、400个程序(含子程序);子程序调用;支持10重嵌套 |
| 程序格式:ISO代码,支持相对坐标、绝对坐标和混合坐标编程 | |
| 编辑方式:可选择全屏幕编辑; | |
| 程序/程序段/字检索、修改、删除、复制、粘贴、剪切、撤销 | |
| G指令 |
采用Type A指令格式,多种G指令,包括单一型固定循环、复合型固定循环、钻攻用固定循环等; 支持语句式B类宏程序; 支持10级子程序调用 |
| 辅助功能 | 预留特殊M码(M00、M01、M02、M03、M04、M05、M30、M98、M99),其余M码可由PLC定义 |
| 通信功能 | 2路以太网接口,可实时程序更新 |
| 1路各RS232/RS485接口,可实时后台监控与数据交互 | |
| 1路USB接口,可实现U盘文件读写、系统备份 | |
| 安全防护 |
紧急停止; 硬件行程限位;软件行程检查; 伺服报警检测;主轴报警检测; 刀架锁紧检测、防护门检测、卡盘检测 |
| 其他 |
标准I/O接口: 输入(支持PNP、NPN输入):16点;输出:16点,继电器输出 |
| 手轮接口:1路(A/B ),支持手持式手轮盒 |


扫一扫
关注公众号
 立即咨询
立即咨询